- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

துல்லியமான கடத்திகளுக்கு தட்டையான வயர் ரோலிங் மில் சரியான தேர்வாக அமைவது எது?
கட்டுரை சுருக்கம்
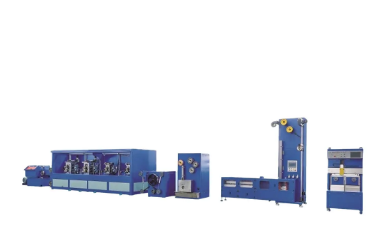
A பிளாட் வயர் ரோலிங் மில்மோட்டார்கள், மின்மாற்றிகள், சுருள்கள் மற்றும் மேம்பட்ட மின்மயமாக்கல் திட்டங்களில் பயன்படுத்தப்படும் சுற்று கம்பி அல்லது துண்டுகளை சீரான, உயர் துல்லியமான தட்டையான கம்பியாக மாற்றுகிறது. ஆனால் வாங்குபவர்கள் வழக்கமாக அதே பிரச்சனைகளை எதிர்கொள்கின்றனர்: நிலையற்ற தடிமன், விளிம்பு விரிசல், மேற்பரப்பு கீறல்கள், மெதுவாக மாறுதல் மற்றும் கணிக்க முடியாத மகசூல். இந்த வழிகாட்டி பிளாட்-வயர் ரோலிங் உண்மையில் எவ்வாறு செயல்படுகிறது, நீங்கள் வாங்குவதற்கு முன் எதைச் சரிபார்க்க வேண்டும், பொதுவான உற்பத்தி தலைவலியை எவ்வாறு தவிர்ப்பது மற்றும் நிஜ உலக மதிப்பை எவ்வாறு கணக்கிடுவது-எனவே நீங்கள் நிலையான, மீண்டும் மீண்டும் முடிவுகளைத் தரக்கூடிய சாதனங்களைத் தேர்வுசெய்யலாம்.
பொருளடக்கம்
- அவுட்லைன்
- பிளாட்-வயர் உற்பத்தி பொதுவாக தவறாகப் போகும் இடத்தில்
- ஒரு பிளாட் வயர் ரோலிங் மில் உண்மையில் எவ்வாறு நிலைத்தன்மையை உருவாக்குகிறது
- நீங்கள் ஒரு மேற்கோளைக் கோருவதற்கு முன் என்ன குறிப்பிட வேண்டும்
- உங்கள் பொருள் மற்றும் வெளியீட்டிற்கு சரியான ஆலையை எவ்வாறு தேர்வு செய்வது
- ஸ்கிராப்பை அளவிடுவதற்குப் பதிலாக அதைத் தடுக்கும் தரக் கட்டுப்பாடு
- மகசூலைப் பாதுகாக்கும் பராமரிப்பு மற்றும் மாற்றம் குறிப்புகள்
- செலவு, செயல்திறன் மற்றும் ROI: "நல்ல மதிப்பு" உண்மையில் என்ன அர்த்தம்
- அடிக்கடி கேட்கப்படும் கேள்விகள்
அவுட்லைன்
- தட்டையான கம்பி உற்பத்தியில் பொதுவான வாடிக்கையாளர் வலி புள்ளிகள்
- தடிமன், அகலம் மற்றும் மேற்பரப்பு பூச்சு ஆகியவற்றை பாதிக்கும் முக்கிய உருட்டல் கொள்கைகள்
- உறுதிப்படுத்த வேண்டிய முக்கியமான விவரக்குறிப்புகள் (பொருள், அளவு வரம்பு, சகிப்புத்தன்மை இலக்குகள், வேகம்)
- வெவ்வேறு பயன்பாட்டு வழக்குகளுக்கான தேர்வு பட்டியல் (செம்பு, அலுமினியம், சிறிய மற்றும் பரந்த தட்டை கம்பி)
- உற்பத்தியை நிலைப்படுத்தவும் மறுவேலையைக் குறைக்கவும் தரக் கட்டுப்பாடு படிகள்
- உருளைகள் மற்றும் கம்பிகளைப் பாதுகாக்கும் பராமரிப்பு, பாஸ் திட்டமிடல் மற்றும் ஆபரேட்டர் பழக்கவழக்கங்கள்
- ROI கணக்கீடு யோசனைகள் மற்றும் நிரூபிக்க ஒரு சப்ளையரிடம் என்ன கேட்க வேண்டும்
பிளாட்-வயர் உற்பத்தி பொதுவாக தவறாகப் போகும் இடத்தில்
நீங்கள் ஒரு ஷாப்பிங் செய்கிறீர்கள் என்றால்பிளாட் வயர் ரோலிங் மில், நீங்கள் அதை "வேடிக்கைக்காக" செய்யாமல் இருக்கலாம். தற்போதைய செயல்முறை உண்மையான இழப்புகளை ஏற்படுத்துவதால் நீங்கள் அதைச் செய்கிறீர்கள் - ஸ்கிராப், மறுவேலை, டெலிவரி தாமதங்கள் அல்லது வாடிக்கையாளர் புகார்கள். பெரும்பாலும் தோன்றும் வலி புள்ளிகள் இங்கே:
- தடிமன் சறுக்கல்:நீங்கள் ஒரு சுருளின் தொடக்கத்தில் இலக்கைத் தாக்கலாம், பின்னர் வெப்பநிலை, உயவு அல்லது ரோலர் உடைகள் மாறும்போது சகிப்புத்தன்மையிலிருந்து வெளியேறலாம்.
- அகலம் சீரற்ற தன்மை மற்றும் விளிம்பு விரிசல்:மிகவும் ஆக்ரோஷமான குறைப்பு அல்லது மோசமான பாஸ் திட்டமிடல் பொருட்களை வெளிப்புறமாகத் தள்ளலாம், பலவீனமான விளிம்புகள் அல்லது மைக்ரோ கிராக்களை உருவாக்கலாம்.
- மேற்பரப்பு கீறல்கள் மற்றும் ஆக்ஸிஜனேற்ற அடையாளங்கள்:அழுக்கு வழிகாட்டுதல், நிலையற்ற பதற்றம் அல்லது தவறான கூலன்ட்/லூப்ரிகேஷன் ஆகியவை மேற்பரப்பின் பூச்சு மற்றும் கீழ்நோக்கி முறுக்கு ஆகியவற்றை அழிக்கக்கூடும்.
- சோதனை மற்றும் பிழையிலிருந்து குறைந்த மகசூல்:ஸ்கிராப் தொட்டிக்கு எவ்வளவு செம்பு அல்லது அலுமினியத்தை நன்கொடையாக வழங்குகிறீர்கள் என்பதைக் கணக்கிடும் வரை, "அது வேலை செய்யும் வரை அதை மாற்றுவோம்" என்பது சாதாரணமாகத் தெரிகிறது.
- மெதுவான மாற்றங்கள்:ரோலர் செட்களை மாற்ற அதிக நேரம் எடுத்துக் கொண்டால், உங்கள் வரி திட்டமிடல் தடையாக மாறும்.
- கீழ்நிலை செயல்முறைகளுடன் பொருந்தவில்லை:தட்டையான கம்பி அடிக்கடி எனாமலிங், அனீலிங், ஸ்பூலிங், சுருள் அல்லது ஹேர்பின் உருவாக்கம் ஆகியவற்றை ஊட்டுகிறது. ஆலை உற்பத்தி நிலையானதாக இல்லாவிட்டால், கீழ்நிலை அனைத்தும் பாதிக்கப்படுகின்றன.
நன்கு வடிவமைக்கப்பட்டதுபிளாட் வயர் ரோலிங் மில்"உருட்டுதல் உலோகம்" பற்றி குறைவாக உள்ளது மற்றும் மாறிகள்-அழுத்தம், சீரமைப்பு, பதற்றம், உயவு மற்றும் குறைப்பு அட்டவணை ஆகியவற்றைக் கட்டுப்படுத்துவது பற்றியது-எனவே வெளியீடு நம்பிக்கையை விட கணிக்கக்கூடியதாக மாறும்.
ஒரு பிளாட் வயர் ரோலிங் மில் உண்மையில் எவ்வாறு நிலைத்தன்மையை உருவாக்குகிறது
தட்டையான கம்பி உருட்டல் என்பது முக்கியமாகக் கட்டுப்படுத்தப்படும் சிதைவு: அகலப் பரவல் மற்றும் மேற்பரப்பின் தரத்தை நிர்வகிக்கும் போது தடிமனைக் குறைக்கிறீர்கள். சுருளிலிருந்து சுருள் வரை உருமாற்றத்தை நிலையாக வைத்திருக்கும் பாகங்கள் மிகவும் முக்கியமானவை.
நிலையான வெளியீட்டை இயக்கும் முக்கிய இயக்கவியல்
- துல்லியமான ரோலர் இடைவெளி கட்டுப்பாடு:ரோல் இடைவெளியில் சிறிய மாற்றங்கள் நேரடியாக தடிமன் மாறுபாட்டிற்கு மொழிபெயர்க்கின்றன. நிலையான சரிசெய்தல் மற்றும் மீண்டும் மீண்டும் செய்யக்கூடிய அமைப்புகள் பேச்சுவார்த்தைக்குட்பட்டவை அல்ல.
- பாஸ் அட்டவணை திட்டமிடல்:பல இலகுவான குறைப்புகள் பொதுவாக ஒரு கனமான அழுத்தத்தை விட விளிம்புகளையும் மேற்பரப்பையும் சிறப்பாகப் பாதுகாக்கின்றன. நல்ல ஆலைகள் நிலையான மல்டி-பாஸ் அல்லது டேன்டெம் உத்திகளை ஆதரிக்கின்றன.
- பதற்றம் மேலாண்மை:அதிக பதற்றம் கம்பியை சுருக்கி கழுத்தை ஏற்படுத்தும்; மிகக் குறைவாகவே அலைச்சல் அல்லது மோசமான கண்காணிப்பை உருவாக்கலாம். கட்டுப்படுத்தப்பட்ட ஊதியம்/எடுத்துக்கொள்ளும் நடத்தை விஷயங்கள்.
- வழிகாட்டுதல் மற்றும் சீரமைப்பு:தவறான சீரமைப்பு விளிம்பு சேதம், மூலைவிட்ட கீறல்கள் மற்றும் அகலம் முழுவதும் சீரற்ற தடிமன் ஆகியவற்றை ஏற்படுத்துகிறது. நல்ல வழிகாட்டுதல் கம்பியை மையமாகவும் அமைதியாகவும் வைத்திருக்கிறது.
- உயவு மற்றும் குளிர்ச்சி:"சரியான" அணுகுமுறை பொருள் மற்றும் வேகத்தைப் பொறுத்தது. இலக்கு நிலையான உராய்வு, கட்டுப்படுத்தப்பட்ட வெப்பநிலை மற்றும் சுத்தமான மேற்பரப்புகள்.
இந்த மாறிகள் கட்டுப்படுத்தப்படும்போது, வாங்குபவர்கள் உண்மையில் கவனிக்கும் விளைவைப் பெறுவீர்கள்: நிலையான தடிமன், சுத்தமான மேற்பரப்பு, குறைந்தபட்ச விளிம்பு குறைபாடுகள் மற்றும் குறைவான கீழ்நிலை புகார்கள்.
நீங்கள் ஒரு மேற்கோளைக் கோருவதற்கு முன் என்ன குறிப்பிட வேண்டும்
உங்கள் தேவைகள் தெளிவற்றதாக இருந்தால், சப்ளையர்களால் சரியான உள்ளமைவை பரிந்துரைக்க முடியாது. விலையைக் கேட்கும் முன், கீழே உள்ள அத்தியாவசியங்களை ஆவணப்படுத்தவும். இது அண்டர்-ஸ்பெக் (பின்னர் வலி) அல்லது ஓவர்-ஸ்பெக் (வேஸ்ட் பட்ஜெட்) ஆகியவற்றைத் தடுக்கிறது.
- பொருள்:தாமிரம், அலுமினியம் அல்லது அலாய்; பொருந்தினால், நிதானம்/நிலையைச் சேர்க்கவும்.
- உள்ளீட்டு வடிவம்:சுற்று கம்பி விட்டம் அல்லது துண்டு பரிமாணங்கள்; சுருள் உள்/வெளி விட்டம்; சுருள் எடை.
- இலக்கு தட்டையான கம்பி வரம்பு:முடிக்கப்பட்ட தடிமன் மற்றும் அகல வரம்பு, மேலும் சகிப்புத்தன்மை எதிர்பார்ப்புகள்.
- மேற்பரப்பு தேவைகள்:ஒப்பனை தரநிலை, கீறல் உணர்திறன், கீழ்நிலை எனாமலிங் அல்லது பிணைப்பு தேவைகள்.
- உற்பத்தி இலக்கு:கிலோ/மணி அல்லது மீ/நிமிட எதிர்பார்ப்புகள் மற்றும் வழக்கமான தொகுதி அளவுகள்.
- ஒருங்கிணைப்பு:கொடுப்பனவு/டேக்கப், அனீலிங், ஸ்பூலிங், இன்லைன் அளவீடு அல்லது ஏற்கனவே உள்ள வரி கட்டுப்பாடுகளுடன் இணைப்பு.
- ஆபரேட்டர் உண்மை:உங்கள் குழுவின் திறன் நிலை மற்றும் உங்களுக்கு எளிதான செய்முறை அடிப்படையிலான செயல்பாடு தேவையா.
நீங்கள் குறைவான "ஆச்சரியங்களை" விரும்பினால், உங்கள் விவரக்குறிப்புகளை பரிந்துரைக்கப்பட்ட உருட்டல் முறை, பாஸ் அட்டவணை அணுகுமுறை மற்றும் தரக் கட்டுப்பாட்டுத் திட்டத்திற்கு வரைபடமாக்குமாறு சப்ளையரிடம் கேளுங்கள் - இது ஒரு இயந்திர தளவமைப்பு மட்டுமல்ல.
உங்கள் பொருள் மற்றும் வெளியீட்டிற்கு சரியான ஆலையை எவ்வாறு தேர்வு செய்வது
பிரசுரங்கள் ஒரே மாதிரியாக இருந்தாலும், எல்லா ஆலைகளும் ஒரே மாதிரியாக நடந்து கொள்வதில்லை. "வலது"பிளாட் வயர் ரோலிங் மில்உங்கள் பொருள் நடத்தை, சகிப்புத்தன்மை கோரிக்கைகள் மற்றும் அன்றாட உற்பத்தியின் யதார்த்தம் ஆகியவற்றுடன் பொருந்தக்கூடிய ஒன்றாகும்.
இந்த நடைமுறை சரிபார்ப்புப் பட்டியலைப் பயன்படுத்தவும்
- அதிகபட்ச வேகத்தில் நிலைத்தன்மை:சீர்திருத்தங்கள் அல்லது ஸ்கிராப்புக்காக நீங்கள் அடிக்கடி நிறுத்தினால் ஃபாஸ்ட் முக்கியமில்லை.
- மீண்டும் மீண்டும் செய்யக்கூடிய சமையல் வகைகள்:பொதுவான அளவுகளுக்கான அமைப்புகளைச் சேமிக்கவும் நினைவுபடுத்தவும் உங்களை அனுமதிக்கும் அமைப்புகளைத் தேடுங்கள்.
- விரைவான, பாதுகாப்பான மாற்றம் வடிவமைப்பு:ரோலர் மாற்றுதல், வழிகாட்டுதல் சரிசெய்தல் மற்றும் சுத்தம் செய்தல் ஆகியவை நேராக இருக்க வேண்டும்.
- அளவிடப்பட்ட வெளியீடு, யூகிக்கப்படாத வெளியீடு:இறுக்கமான சகிப்புத்தன்மை வேலைக்கு இன்லைன் அளவீட்டு விருப்பங்கள் (அல்லது எளிதான மாதிரி பணிப்பாய்வு) முக்கியம்.
- உங்கள் அளவு வரம்பிற்கான ஆதரவு:குறுகிய தட்டையான கம்பிக்கு உகந்த ஒரு இயந்திரம் பரந்த சுயவிவரங்களுடன் போராடலாம் மற்றும் நேர்மாறாகவும் இருக்கலாம்.
பல வாங்குபவர்கள் சப்ளையர் திறனைப் பற்றியும் அக்கறை கொண்டுள்ளனர்: உற்பத்தியாளர் ஆணையிடுதல், பாஸ் அட்டவணை வழிகாட்டுதல் மற்றும் ஆபரேட்டர் பயிற்சி ஆகியவற்றில் உதவ முடியுமா. அங்குதான்ஜியாங்சு குட்ரோலர் மெஷினரி கோ., லிமிடெட்.ஒரு உபகரண வழங்குநராக மட்டுமின்றி, முதல் தொகுதியில் இருந்து நிலையான உற்பத்தி அமைப்பு மற்றும் மீண்டும் மீண்டும் செயல்படுவதற்கான பங்குதாரராக பெரும்பாலும் மதிப்பீடு செய்யப்படுகிறது.
விரைவு ஒப்பீட்டு அட்டவணை: என்ன கேட்க வேண்டும், அது ஏன் முக்கியமானது
| முடிவெடுக்கும் பொருள் | என்ன கேட்க வேண்டும் | ஏன் இது உங்களுக்கு முக்கியம் |
|---|---|---|
| அளவு வரம்பு பொருத்தம் | ஒத்த பொருட்களில் நிரூபிக்கப்பட்ட முடிக்கப்பட்ட தடிமன்/அகல வரம்பு என்ன? | காகிதத்தில் உங்கள் வரம்பை "முடியும்" ஆனால் உண்மையான உற்பத்தியில் சிரமப்படும் ஆலையை வாங்குவதைத் தடுக்கிறது. |
| சகிப்புத்தன்மை உத்தி | நீண்ட ஓட்டங்களில் (கட்டுப்பாட்டு முறை + அளவீடு) தடிமனை எவ்வாறு வைத்திருப்பது? | சறுக்கல், மறுவேலை மற்றும் வாடிக்கையாளர் வருமானத்தை குறைக்கிறது. |
| மேற்பரப்பு பாதுகாப்பு | வழிகாட்டுதல் வடிவமைப்பு, உயவு அணுகுமுறை மற்றும் சுத்தம் செய்யும் திட்டம்? | முறுக்கு/எமலிங் செய்ய பூச்சு பாதுகாக்கிறது மற்றும் கீறல்களில் இருந்து ஸ்கிராப்பை குறைக்கிறது. |
| மாற்றம் நேரம் | பயிற்சி பெற்ற ஆபரேட்டர்களுடன் வழக்கமான ரோலர்/வழிகாட்டும் நேரத்தை மாற்ற வேண்டுமா? | டாப் ஸ்பீட் எண்களை விட தினசரி திறனை அதிகம் பாதிக்கிறது. |
| ஆணையிடுதல் ஆதரவு | பாஸ் அட்டவணை வழிகாட்டுதல் மற்றும் ஆபரேட்டர் பயிற்சி வழங்குகிறீர்களா? | ரேம்ப்-அப் நேரத்தைக் குறைக்கிறது மற்றும் "சோதனை மற்றும் பிழை" கழிவுகளைத் தடுக்கிறது. |
ஸ்கிராப்பை அளவிடுவதற்குப் பதிலாக அதைத் தடுக்கும் தரக் கட்டுப்பாடு
பிளாட் வயர் தரம் என்பது மைக்ரோமீட்டரில் எண்ணை சந்திப்பது மட்டுமல்ல. இது ஸ்கிராப் ஆவதற்கு முன்பு உறுதியற்ற தன்மையைத் தடுப்பதாகும். நிராகரிப்புகளைத் தொடர்ந்து குறைக்கும் கட்டுப்பாட்டுப் பழக்கங்கள் இங்கே:
- தொடக்கச் சுருள் சரிபார்ப்பு:முன்கூட்டியே மாதிரியை எடுத்து, தடிமன்/அகலத்தை உறுதிசெய்து, வேகத்தை அதிகரிப்பதற்கு முன் செய்முறையை பூட்டவும்.
- செயல்முறை சாளர சரிபார்ப்பு:வெப்பநிலை, உயவு நிலை மற்றும் ரோலர் தூய்மை ஆகியவற்றை ஒரு குறிப்பிட்ட இடைவெளியில் கண்காணிக்கவும்.
- விளிம்பு ஆய்வு:விளிம்பு விரிசல்கள் பெரும்பாலும் சிறியதாகத் தொடங்கும். ஒரு விரைவான வழக்கமான சோதனை குறைபாடுகளின் முழு சுருளையும் தடுக்கலாம்.
- அகலம் முழுவதும் நிலைத்தன்மை:உங்கள் பயன்பாடுகள் உணர்திறன் கொண்டதாக இருந்தால் (எ.கா., துல்லியமான சுருள்கள்) இடமிருந்து வலமாக தடிமன் சீரானதா என்பதைச் சரிபார்க்கவும்.
- கண்டறியக்கூடிய தன்மை:சுருள் ஐடி, அமைப்புகள் மற்றும் முடிவுகளை பதிவு செய்யவும். ஒரு குறைபாடு ஏற்பட்டால், உங்களுக்கு காரணங்கள் தேவை - யூகங்கள் அல்ல.
பொதுவான குறைபாடுகள் மற்றும் விரைவான நோயறிதல்
| அறிகுறி | காரணமாக இருக்கலாம் | நடைமுறை சரி |
|---|---|---|
| காலப்போக்கில் தடிமன் சறுக்கல் | வெப்பநிலை மாற்றம், மசகு எண்ணெய் மாற்றம், ரோல் உடைகள், நிலையற்ற இடைவெளி | குளிரூட்டல்/உயவூட்டலை உறுதிப்படுத்துதல், இடைவெளி மீண்டும் மீண்டும் செய்யக்கூடிய தன்மையை சரிபார்த்தல், ரோல் ஆய்வு அட்டவணை |
| விளிம்பு விரிசல் | ஒரு பாஸுக்கு ஓவர்-குறைப்பு, தவறான சீரமைப்பு, பொருள் கடினத்தன்மை பொருத்தமின்மை | பாஸ் அட்டவணையை சரிசெய்தல், வழிகாட்டுதல் சீரமைப்பை மேம்படுத்துதல், பொருள் நிலையை மதிப்பாய்வு செய்தல் |
| மேற்பரப்பு கீறல்கள் | அழுக்கு வழிகாட்டி/ரோல், குப்பைகள், மோசமான உயவு | வழிகாட்டிகள்/ரோல்களை சுத்தம் செய்தல், வடிகட்டுதல் உயவு, ஊதியம்/எடுத்துக்கொள்ளும் தூய்மையை ஆய்வு செய்தல் |
| அலை அல்லது கேம்பர் | சீரற்ற பதற்றம், கண்காணிப்பு சிக்கல்கள், சீரற்ற குறைப்பு | பதற்றக் கட்டுப்பாட்டை உறுதிப்படுத்தவும், சீரமைப்பைச் சரிபார்க்கவும், ரோல் நிலையை சரிபார்க்கவும் |
மகசூலைப் பாதுகாக்கும் பராமரிப்பு மற்றும் மாற்றம் குறிப்புகள்
நல்லதை மாற்றுவதற்கான விரைவான வழிபிளாட் வயர் ரோலிங் மில்ஒரு "சிக்கல் இயந்திரம்" என்பது பராமரிப்பை விருப்பமாக கருதுவதாகும். தட்டையான கம்பி மன்னிக்க முடியாதது - சிறிய குறைபாடுகள் பெரிய கீழ்நிலை சிக்கல்களாக மாறும்.
- தூய்மை என்பது உற்பத்தி:உருளைகள், வழிகாட்டிகள் மற்றும் தொடர்பு மேற்பரப்புகளை சுத்தமாக வைத்திருங்கள். ஒரு உட்பொதிக்கப்பட்ட துகள் கிலோமீட்டர் கம்பியை வடுவை உண்டாக்கும்.
- ரோலர் ஆய்வு வழக்கம்:மைக்ரோ-சிப்ஸ், தேய்மான மதிப்பெண்கள் மற்றும் விளிம்பு சேதம் ஆகியவற்றைச் சரிபார்க்கவும். குறைபாடுகள் பெருகும் முன் மாற்றவும் அல்லது மீண்டும் அரைக்கவும்.
- உயவு ஒழுக்கம்:சீரான உயவு தரத்தை பராமரிக்கவும். பழைய அல்லது அசுத்தமான லூப்ரிகண்ட் உராய்வு நடத்தை மற்றும் மேற்பரப்பு முடிவை மாற்றுகிறது.
- நிலையான மாற்றம் படிகள்:அனுபவம் வாய்ந்த ஒரு ஆபரேட்டரைச் சார்ந்து செயல்படாத வகையில், உருளைகளை மாற்றவும் வழிகாட்டிகளை சீரமைக்கவும் “சரியான வழியை” ஆவணப்படுத்தவும்.
- உதிரி பாகங்கள் உத்தி:டெலிவரி கமிட்மெண்ட்களை அழிக்கும் வேலையில்லா நேரத்தைத் தவிர்க்க, முக்கியமான உடைகளை கையில் வைத்திருக்கவும்.
ஆணையிடுதல் ஆவணங்கள், பயிற்சி மற்றும் தடுப்பு அட்டவணைகள் மூலம் உங்களுக்கு ஆதரவளிக்கும் சப்ளையர், உங்கள் ரேம்ப்-அப் காலத்தை வியத்தகு முறையில் குறைத்து, தரத்தை விரைவாக உறுதிப்படுத்த முடியும்-குறிப்பாக நீங்கள் அடிக்கடி மாற்றங்களுடன் பல அளவுகளை உற்பத்தி செய்யும் போது.
செலவு, செயல்திறன் மற்றும் ROI: "நல்ல மதிப்பு" உண்மையில் என்ன அர்த்தம்
வாங்குபவர்கள் பெரும்பாலும் இயந்திரங்களை ஆரம்ப விலையுடன் ஒப்பிடுகிறார்கள். ஆனால் உரிமையின் மொத்தச் செலவு பொதுவாக மூன்று விஷயங்களால் தீர்மானிக்கப்படுகிறது: மகசூல், நிலைத்தன்மை மற்றும் இயக்க நேரம்.
நீங்கள் பயன்படுத்தக்கூடிய எளிய ROI கட்டமைப்பு
- ஸ்கிராப் குறைப்பு:சிறந்த நிலைப்புத்தன்மை ஸ்கிராப்பை 1-2% கூட குறைத்தால், செப்பு-கனமான உற்பத்திக்கு சேமிப்பு குறிப்பிடத்தக்கதாக இருக்கும்.
- குறைவான நிறுத்தங்கள்:ஒவ்வொரு மறுதொடக்கத்திற்கும் நேரம், பொருள் மற்றும் ஆபரேட்டர் கவனம் செலவாகும்.
- விரைவான மாற்றம்:உங்கள் தயாரிப்பு கலவை அகலமாக இருந்தால், ஒரு மாற்றத்திற்கு 15-30 நிமிட முன்னேற்றம் உண்மையான வாராந்திர திறனை சேர்க்கலாம்.
- கீழ்நிலை நிலைத்தன்மை:நிலையான தட்டையான கம்பி, பற்சிப்பி, முறுக்கு மற்றும் உருவாக்கம் ஆகியவற்றில் நிராகரிப்புகளைக் குறைக்கிறது - அங்கு குறைபாடுகள் இன்னும் விலை உயர்ந்ததாக இருக்கும்.
மேற்கோள்களை மதிப்பாய்வு செய்யும் போது, அவற்றின் வடிவமைப்பு தடிமன் கட்டுப்பாடு, மேற்பரப்பு பூச்சு மற்றும் உண்மையான செயல்பாட்டில் மாற்றும் திறன் ஆகியவற்றை எவ்வாறு பாதுகாக்கிறது என்பதை விளக்குமாறு வழங்குநரிடம் கேளுங்கள் - பட்டியல் எண்களில் மட்டும் அல்ல.
அடிக்கடி கேட்கப்படும் கேள்விகள்
கே: பிளாட் வயர் ரோலிங் மில் என்ன உள்ளீடு பொருட்களை கையாள முடியும்?
A:பல கோடுகள் செம்பு அல்லது அலுமினியத்திற்காக வட்ட கம்பி அல்லது துண்டு வடிவத்தில் கட்டமைக்கப்பட்டுள்ளன. முக்கியமானது, மில் உள்ளமைவு மற்றும் உங்கள் பொருள் நடத்தை, அளவு வரம்பு மற்றும் சகிப்புத்தன்மை இலக்குகளை அணுகுவதற்கான அணுகலைப் பொருத்துகிறது.
கே: சரியான தடிமன் மற்றும் அகல சகிப்புத்தன்மையை நான் எவ்வாறு தீர்மானிப்பது?
A:கீழ்நிலை தேவைகளுடன் தொடங்கவும் (எமலிங், முறுக்கு, உருவாக்கம் அல்லது மின்மாற்றி சுருள் விவரக்குறிப்புகள்). செயல்திறனைப் பாதுகாக்க போதுமான இறுக்கமான ஆனால் நிலையான வெகுஜன உற்பத்திக்கு யதார்த்தமான சகிப்புத்தன்மையை அமைக்கவும்.
கே: உருட்டலின் போது விளிம்பில் விரிசல் ஏன் ஏற்படுகிறது?
A:எட்ஜ் பிளவுகள் பொதுவாக ஒரு பாஸ், சீரமைப்பு பிழைகள் அல்லது மெட்டீரியல் நிலை மற்றும் ரோலிங் அட்டவணைக்கு இடையே உள்ள பொருத்தமின்மை போன்றவற்றால் ஏற்படும். ஒரு சிறந்த பாஸ் திட்டம் மற்றும் மேம்படுத்தப்பட்ட வழிகாட்டுதல் பொதுவாக அதை தீர்க்கும்.
கே: மேற்பரப்பு பூச்சு முக்கியமானதாக இருந்தால் நான் எதற்கு முன்னுரிமை அளிக்க வேண்டும்?
A:சுத்தமான வழிகாட்டுதல், நிலையான உயவு/வடிகட்டுதல் மற்றும் ஒழுங்குபடுத்தப்பட்ட துப்புரவு நடைமுறைகள். கீறல்கள் பெரும்பாலும் "கெட்ட பொருள்" என்பதை விட குப்பைகள் மற்றும் சீரற்ற உராய்வுகளால் ஏற்படுகின்றன.
கே: ஒரு மில் பல தட்டையான கம்பி அளவுகளை திறமையாக ஆதரிக்க முடியுமா?
A:ஆம் - இது விரைவான உருளை மற்றும் வழிகாட்டுதல் சரிசெய்தல் மற்றும் செய்முறை பாணியில் மீண்டும் மீண்டும் செய்யக்கூடிய வகையில் வடிவமைக்கப்பட்டிருந்தால். அளவு மாற்றங்கள் அடிக்கடி ஏற்பட்டால், மாற்றம் வடிவமைப்பு வேகத்தைப் போலவே முக்கியமானது.
கே: துல்லியமான பரிந்துரையைப் பெற சப்ளையருக்கு நான் என்ன தகவலை அனுப்ப வேண்டும்?
A:பொருள் வகை, உள்ளீடு பரிமாணங்கள், முடிக்கப்பட்ட அளவு வரம்பு, சகிப்புத்தன்மை இலக்குகள், மேற்பரப்பு தேவைகள், உற்பத்தி இலக்கு, சுருள் விவரக்குறிப்புகள் மற்றும் கீழ்நிலை ஒருங்கிணைப்பு தேவைகள். உங்கள் தரவை எவ்வளவு முழுமையாக்குகிறதோ, அவ்வளவுக்குக் குறைவான ஆச்சரியங்கள்.
உங்களின் தற்போதைய செயல்முறையானது உங்களுக்கு விளைச்சல், நிலைப்புத்தன்மை அல்லது டெலிவரி நம்பகத்தன்மை ஆகியவற்றைச் செலவழித்தால், சரியாகப் பொருந்துகிறதுபிளாட் வயர் ரோலிங் மில்தட்டையான கம்பி உற்பத்தியை கணிக்கக்கூடிய, கட்டுப்படுத்தக்கூடிய பணிப்பாய்வுகளாக மாற்ற முடியும். அளவு வழிகாட்டுதல், உள்ளமைவு பரிந்துரைகள் மற்றும் நடைமுறை ஆணையிடுதல் ஆதரவுக்காக,எங்களை தொடர்பு கொள்ளவும்மணிக்குஜியாங்சு குட்ரோலர் மெஷினரி கோ., லிமிடெட்.உங்கள் பொருள் மற்றும் முடிக்கப்பட்ட கம்பி இலக்குகளை எங்களிடம் கூறுங்கள் - பின்னர் சுத்தமாகவும் சீராகவும் இயங்கும் ஒரு தீர்வை வரைபடமாக்க நாங்கள் உங்களுக்கு உதவுவோம்.